ブスバー設計でよくある失敗と対策まとめ|温度上昇・短絡・接続不良
ブスバー設計でよくある失敗と対策まとめ
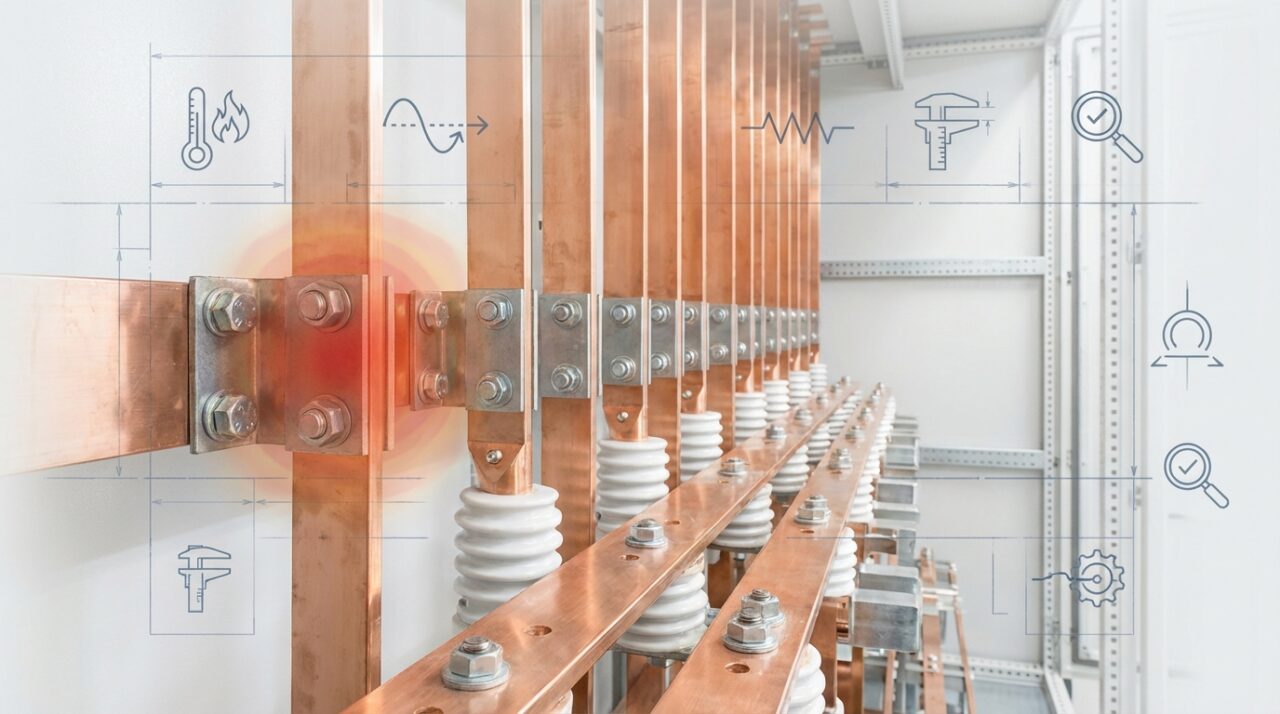
銅ブスバーは、配電盤・キュービクル・変電所・データセンター・工場などで「大電流を安全に分配する」ための要です。
一方で、設計の失敗は局所過熱や短絡時の破損、最悪の場合の火災に直結します。
本稿は、現場で頻出する失敗を「原理→前提条件→現場適用→判断基準」の順で因果が追える形に整理し、実務で再現できる対策に落とし込みます。
目次
失敗が起きる構造を先に押さえる(分類と全体像)
この章のチェック(3〜6)
- 失敗を「熱」「力」「接続」「絶縁」「環境」「施工」に分けて把握できる
- 設計段階で決まる要素/現場で変動する要素を切り分けられる
- “どこが壊れやすいか”を接続部・曲げ部・相間部で特定できる
- 判断基準を「温度」「変位」「抵抗」「離隔」「点検性」に落とせる
ブスバー事故の多くは、単一要因ではなく「熱・力・接続・絶縁・環境・施工」が重なって発現します。
とくに接続部は、接触抵抗が増えると発熱が増え、発熱でさらに抵抗が増えるという正のフィードバックに入りやすい箇所です。
また、短絡時には電流の二乗に比例して電磁力と温度上昇が跳ね上がるため、「平常時に問題ない」設計が短絡で破綻することがあります。
[主幹遮断器]───(主幹バー)────┬────(分岐バー)──[分岐遮断器]
│
├────(分岐バー)──[分岐遮断器]
│
└────(分岐バー)──[分岐遮断器]
※要注意ポイント:
1) ボルト接続部(面圧・酸化)
2) 曲げ部(残留応力・被覆欠損)
3) 相間ピッチ(短絡時の衝突)
4) 支持点間スパン(たわみ・共振)
よくある失敗の分類(現象)
- 局所焼損:接続部の過熱、変色、溶融
- 温度超過:盤内が想定以上に熱だまりになる
- 短絡破壊:バーの変形・支持の破断・相間衝突
- 絶縁破壊:相間・対地でアーク、トラッキング
- 腐食:表面荒れ、断面減少、抵抗増
- 施工起因:金属片混入、締結忘れ、組立順ミス
背景要因(原因側)
- 設計前提の不足:負荷波形・周囲温度・冷却条件が曖昧
- 安全余裕の誤解:断面だけ見て放熱・配置を見ない
- 短絡条件の軽視:継続時間・支持剛性・ピッチ設計が弱い
- 接続管理の甘さ:トルク管理と表面状態が再現できない
- 環境読み違い:結露・塩害・粉じんで劣化が加速
注意(一般論として)
設計の「適合」は、装置区分・使用場所・汚損度・保護方式など条件依存です。
規格や法令の扱いは製品カテゴリで変わるため、条文の丸写しではなく、要求事項を一般化した形で社内基準に落とす運用が安全です。
失敗は“現象”ではなく“構造”で起きるので、分類→前提→判断基準まで落とすと再発が止まります。
許容電流・温度上昇の落とし穴(断面・放熱・高調波)
この章のチェック(3〜6)
- 断面は「電流密度」だけで決めないと理解している
- 温度上昇の支配因子(放熱・配置・盤内温度)を説明できる
- 高調波・実効値増加・追加損失の存在を前提にできる
- 計算目安と、設計で使う安全余裕の置き方が言語化できる
ブスバーの熱設計は、「断面積を増やせば安全」という単純化で事故が起きます。
原理はジュール熱(発熱)はI²Rで増え、放熱は対流・放射・伝導で決まる、という一点です。
つまり、同じ断面でも盤内で熱だまりになれば温度上昇は上がり、同じ配置でも接続抵抗が上がれば温度は上がります。
計算例(目安):電流密度から断面積を見積もる
| 項目 | 入力(例) | 式 | 出力(例) | 注意(条件依存) |
|---|---|---|---|---|
| 定格電流 | 800 A | — | 800 A | 連続・実効値で評価 |
| 許容電流密度 | 1.4 A/mm² | — | — | 盤内温度・冷却・相間配置で変動(目安) |
| 必要断面積 | — | A = I / J | 約571 mm² | 余裕を見て上位寸法へ |
| 寸法候補 | — | 幅×厚み | 例:60×10=600 mm² | 放熱と加工性も同時に評価 |
スマホ用まとめ(同内容)
概念グラフ:温度上昇は「電流」だけでなく「放熱条件」で変わる
同じ電流でも、盤内の風量・相間ピッチ・周囲温度・遮断器の発熱配置などで、ホットスポットが変わります。
設計では熱解析や簡易の温度上昇試験で「条件の差」を潰すのが現実的です。
TIP(現場適用)
断面を増やす前に、バーの「露出面積」と「空気が流れる経路」を先に作ると、同じ材料量でも温度が下がりやすいです。
ただし、ここで温度上昇や高調波の話を“数字だけ”で断定すると事故るため、条件(周囲温度・冷却・配置)を必ずセットで管理します。
判断基準は「許容温度(絶縁材や端子の許容)」「熱だまりの有無」「試験で再現できるか」です。
目安計算は入口として有効ですが、最終的には通電試験・温度測定で温度上昇の分布を確認し、ホットスポットが接続部に集中していないかを見ます。
熱設計は“断面の計算”より“放熱条件の設計と検証”が事故率を左右します。
短絡時の電磁力・衝撃で壊れる(支持・ピッチ・時間)
この章のチェック(3〜6)
- 短絡時の危険は「電流の大きさ」と「継続時間」の組み合わせだと理解している
- 短絡電流でバーが動く理由(力がI²に比例する)を説明できる
- 支持スパン・支持材・相間ピッチを“力の設計”として扱える
- 対策を「剛性」「クリアランス」「保護協調」に分解できる
短絡時の破損は、平常時には出ないレベルの力が瞬間的に発生することが原因です。
原理は単純で、隣接導体間の力はおおむね短絡電流の二乗に比例し、支持点間のスパンが長いほど変位が増えます。
さらに、遮断器が遮断するまでの時間が長いほど、バーが「加速して衝突する」リスクが上がります。
前提条件(最低限そろえる情報)
- 想定最大の短絡電流(系統条件・変圧器・母線インピーダンス)
- 遮断時間(保護協調、遮断器の動作時間)
- 相間ピッチ、対地距離、支持点間スパン
- 支持物の材質・固定方法(剛性・破断モード)
現場適用(壊れ方の典型)
- 相間が近く、短絡でバー同士が衝突して絶縁破壊
- 支持スパンが長く、バーが弓なりに変形してボルト部へ応力集中
- 支持材が弱く、固定部から割れて二次被害(部品飛散)
- 盤内の鉄部材が吸引され、異物短絡を誘発
判断基準(目安):短絡設計の「見落とし」チェック
| 観点 | NGになりやすい状態 | 対策の方向性 | 確認方法 |
|---|---|---|---|
| 支持スパン | 支持点が遠く、変位が大きい | 支持点追加、支持材の剛性アップ | 簡易変位見積り/解析 |
| 相間ピッチ | 変位余裕がなく衝突する | クリアランス確保、絶縁バリア追加 | 最悪変位を加味して距離設定 |
| 遮断時間 | 保護協調が遅く、力が長くかかる | 保護設定見直し(一般論として) | 協調表・運用条件の確認 |
| 固定部 | 応力集中(角部、穴周り) | R付け・補強・座面設計 | 破断モードのレビュー |
スマホ用まとめ(同内容)
NOTE(断定しないための補足)
短絡設計は、系統条件・遮断器・盤構造で“前提”が大きく変わります。
ここで示す判断は一般化した観点であり、最終的には装置のカテゴリに応じた試験・解析・社内基準で確定します。
短絡事故は“電流×時間×剛性×距離”の掛け算なので、1要素だけ強くしても破綻します。
接続部が焼ける(接触抵抗・トルク・表面処理)
この章のチェック(3〜6)
- 焼損の主戦場が接続部である理由を説明できる
- 接触抵抗が増える主因(面粗さ・酸化・面圧・汚れ)を理解している
- トルク管理を“数値”だけでなく“再現性”で扱える
- 表面処理(めっき等)の狙いを「酸化抑制」「安定接触」に分解できる
接続部の発熱は、原理的には「小さな抵抗が、I²で増幅される」だけです。
しかし実務では、抵抗そのものが時間とともに変動します。
銅表面は酸化し、微小な汚れや傷で真実接触面積が減り、面圧が不足すると微小な空隙が増えます。
その結果、接触抵抗がじわじわ上がり、局所温度が上がり、さらに酸化が進むという悪循環が起きます。
比較(最低1セット):銅とアルミの接続で“事故りやすい点”
| 項目 | 銅(Cu) | アルミ(Al) | 設計・施工の注意 |
|---|---|---|---|
| 導電性 | 高い(損失が小さくなりやすい) | 銅より低い(同電流で断面が増えがち) | 断面・温度上昇は条件依存で再確認 |
| 酸化皮膜 | 酸化で接触が不安定になり得る | 皮膜が強く接触抵抗に影響しやすい | 表面処理・接続方式の選定が重要 |
| 異種金属接触 | Alと接触で腐食リスクが上がり得る | Cuと接触で腐食リスクが上がり得る | バイメタル等の中間材を検討(一般論) |
| 施工感度 | 管理不足で焼損は起きる | 管理不足で焼損が顕在化しやすい | トルク管理と面状態の標準化が鍵 |
スマホ用まとめ(同内容)
現場適用としては、接続部の標準作業(清掃→面確認→締結→マーキング→検査)を「手順化」して再現性を上げるのが最も効きます。
また、表面処理は“見た目”ではなく、酸化抑制と安定接触のための機能設計です。
例えば錫メッキは扱いやすい一方、高温域や環境条件で挙動が変わることもあるため、用途に応じて材質・処理を選びます(断定ではなく条件依存)。
WARN(現場で起きがちな事故)
締結トルクは「値を守った」つもりでも、座面のバリ・油膜・ワッシャ構成・ねじ摩擦で面圧が変わります。
さらに、熱サイクルや振動で緩みやすい環境では、締結方法そのものを見直さないと再発します。
接続部焼損の本質は“抵抗のわずかな増加がI²で増幅される”ことなので、面と面圧の再現性が勝ち筋です。
絶縁・クリアランス設計の盲点(汚損・結露・作業性)
この章のチェック(3〜6)
- 離隔は「空気」だけでなく汚損・結露で変わると理解している
- クリアランスと沿面距離の狙いを区別できる
- 保守作業(工具・手・異物)の侵入を前提に設計できる
- 絶縁カバーの“付け方”で事故が増えるケースを説明できる
絶縁設計の失敗は「計算上は足りているのに、現場で壊れる」形で現れます。
原理として、放電・アークの発生条件は電界だけでなく、表面の汚れ・湿り・粉じん・結露で大きく変わります。
そのため、クリアランス(空間距離)と沿面距離(表面距離)を、使用環境の汚損度や保守形態まで含めて決める必要があります。
前提条件(環境を“設計入力”にする)
- 結露の可能性(温湿度変動、停止時の冷え)
- 粉じん・油煙・塩害などの汚損要因
- 保守作業の頻度(工具接触・カバー脱着)
- 盤内換気(熱だまりが湿度を上げる場合も)
現場適用(よくある盲点)
- カバーの端部で“隙間”ができ、粉じんが溜まる
- 曲げ部で被覆が薄くなり、エッジで局所電界が上がる
- 相間距離が足りず、短絡時の変位で接触する
- 点検のために外す部材が多く、復旧ミスが増える
判断基準(目安):絶縁・離隔を“運用込み”で決める
| 観点 | 見るべきポイント | 失敗例 | 対策の方向性 |
|---|---|---|---|
| 離隔 | クリアランスに変位余裕があるか | 短絡変位で相間接触 | ピッチ拡大、バリア追加、支持強化 |
| 表面 | 沿面距離が汚損条件に合うか | 結露・粉じんでトラッキング | 距離確保、材料選定、清掃性を設計 |
| エッジ | 角部・バリ・穴周りの電界集中 | 局所放電から劣化 | R付け、面取り、処理の標準化 |
| 作業 | 脱着の回数・復旧ミスの余地 | カバー戻し忘れ | 一体化、キー形状、点検手順の簡素化 |
スマホ用まとめ(同内容)
NOTE(条件依存の明示)
離隔・絶縁は電圧だけでなく、汚損度・保護方式・盤構造で要求が変わります。
本章の意図は「環境と運用を設計入力に入れる」ことで、机上の成立と現場の成立を一致させることです。
絶縁は“距離の数値”より“汚損と点検を前提にした形”で差が出ます。
検証と保守で“事故率”を下げる(試験・監視・点検)
この章のチェック(3〜6)
- 設計段階で検証計画(何を測るか)を決められる
- 通電試験で“どこを見れば良いか”が分かる
- 運用中の監視にサーモグラフィ等を組み込める
- 点検項目を「熱・抵抗・緩み・腐食・異物」に整理できる
ブスバー設計は、計算だけで終わらせると事故が残ります。
原理として、熱・接続・絶縁・力は「前提のズレ」で簡単に外れるため、現場条件での検証が必要です。
そこで、設計段階から「どの条件を変動要因として扱い、どの測定で潰すか」を決めることが効果的です。
検証メニュー(目安):何を、どのタイミングで潰すか
| フェーズ | 狙い | 主な確認 | 判断基準(例:目安) |
|---|---|---|---|
| 設計レビュー | 前提の漏れを潰す | 短絡条件、配置、支持、離隔、接続仕様 | “最悪条件”が定義されている |
| 通電試験 | 温度上昇の実測 | ホットスポット、接続部温度、盤内温度 | 許容範囲内(条件依存、余裕度も評価) |
| 組立検査 | 施工起因を潰す | 締結マーキング、異物混入、カバー復旧 | 作業標準に適合 |
| 運用監視 | 劣化の早期検知 | サーモグラフィ、温度センサ、目視点検 | 異常傾向の早期是正 |
スマホ用まとめ(同内容)
TIP(点検の現実解)
すべてを高頻度で測るのは難しいため、まずは「接続部温度」と「緩み」を重点管理にすると効果が出やすいです。
ここでも数値の断定は避け、設備の重要度・停止コスト・環境条件に応じて点検周期を設計します。
検証は“正しさの証明”ではなく、“前提のズレを見つけて潰す仕組み”として設計すると強いです。
FAQ
断面積は電流密度の計算だけで決めてよいですか?
目安としては有効ですが、最終判断は条件依存です。
盤内の換気、相間配置、周囲温度、接続部の状態、高調波負荷などで必要断面は変わります。
設計では計算→配置検討→通電試験(または同等の検証)で安全側に詰めるのが現実的です。
短絡対策は「厚いバー」にすれば解決しますか?
断面増は一手ですが、それだけでは不十分なことがあります。
短絡電流の大きさと遮断時間、支持剛性、相間距離の組み合わせで破綻モードが決まるため、支持点・ピッチ・固定部形状も同時に設計します。
接続部の焼損はなぜ繰り返すのですか?
接触抵抗は面状態・面圧・酸化・振動・熱サイクルで時間変化し、わずかな増加がI²で増幅されるからです。
締結値だけでなく、清掃・座面仕様・締結手順・マーキング・再点検まで含めて“再現性”を作ると再発が減ります。
絶縁距離は電圧だけ見ればよいですか?
電圧に加えて、汚損度・結露・粉じん・作業性など運用条件で要求が変わります。
クリアランスと沿面距離を、環境と保守を設計入力に入れて決めるのが安全です。
まとめ
ブスバー設計の失敗は、断面の計算ミスよりも「前提条件の抜け」「接続の再現性不足」「短絡時の力の軽視」「絶縁を運用込みで見ていない」ことから起きます。
したがって、原理(熱・力・絶縁)→前提(環境・短絡・遮断時間)→現場適用(施工・点検)→判断基準(温度・変位・抵抗・距離)を一気通貫で揃えると、事故率は大きく下がります。
最終チェック(現場で使える“3行”)