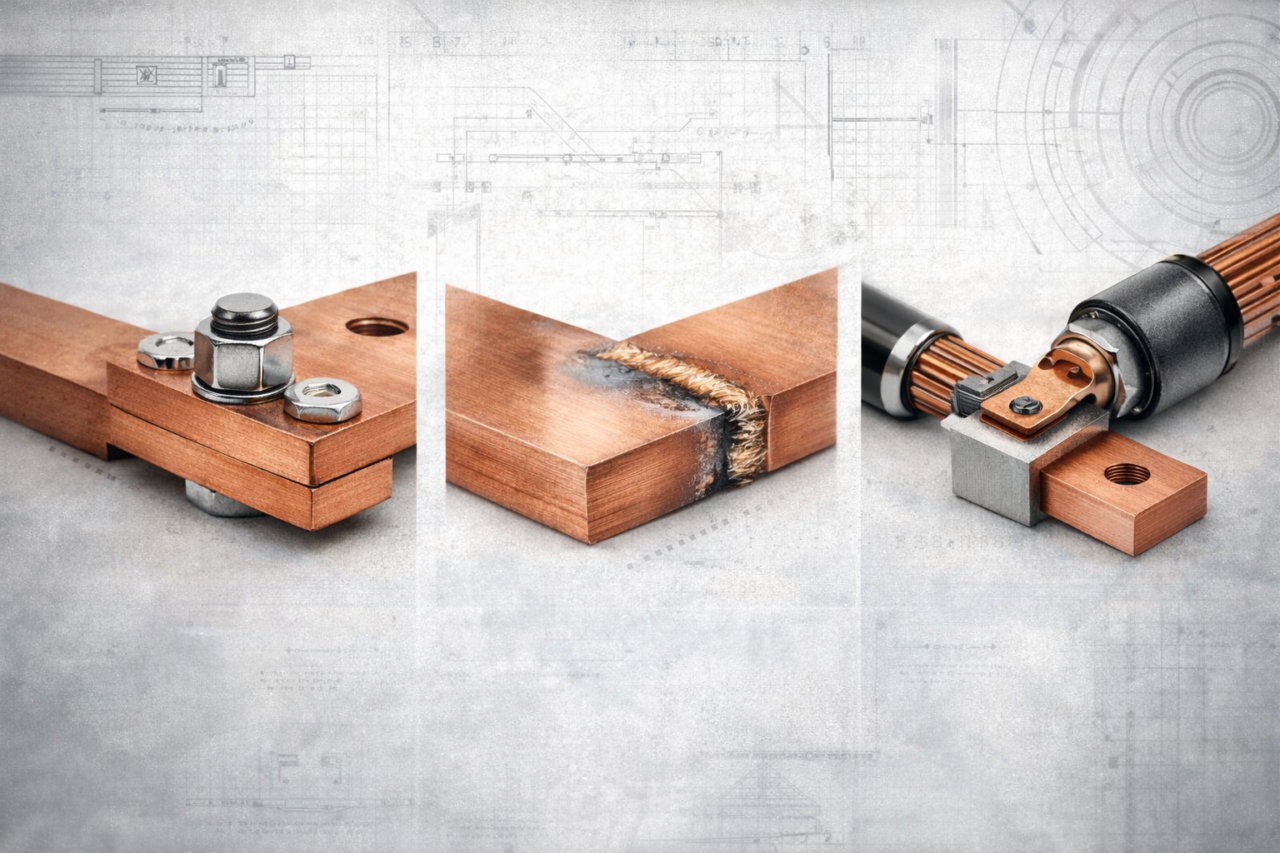
銅ブスバーの接続方式まとめ|ボルト・溶接・圧着の特徴と選定ポイント
銅ブスバーの接続方式は、盤全体の温度上昇・導通損失・短絡耐量・保守性を左右します。母線は「銅だから大丈夫」ではなく、接合部で起きる接触抵抗と接触圧の変動が、局所発熱や劣化の起点になりがちです。
一方で、現場には「増し締めできる方が安心」「工場溶接で一体化したい」「ケーブル側は圧着端子で逃げたい」など、要求が混在します。そこで本稿では、銅ブスバーの代表的な接続方式(ボルト締結/溶接/圧着端子)を中心に、原理→前提条件→現場適用→判断基準の順で整理します。
数値はすべて目安であり、電流・周波数・冷却・配置・短絡条件・許容温度上昇・表面状態(酸化膜)に強く依存します。規格・法規に触れる箇所は、条文引用ではなく「一般化した注意喚起」として扱います。
目次
接続部で起きること:接触抵抗と温度上昇の基本
- 接合部は「母材抵抗」よりも接触抵抗が支配的になりやすい
- 発熱は P=I²R:大電流ほど微小Rが致命傷になる
- 酸化膜・汚れ・接触圧の低下が抵抗を増やす
- 温度上昇は放熱条件(冷却・隣接導体・盤内風)で大きく変わる
原理:銅ブスバー同士を接触させると、見かけの面積が大きくても実際に金属同士が触れるのは微小な「実接触点」の集合になります。表面には目に見えない凹凸と酸化膜があり、そこを接触圧で押し潰して実接触面積を増やすことで、接触抵抗を下げます。ここが「ボルト締結」「クランプ」「圧着」が強い理由で、逆に圧が落ちると抵抗は上がります。
前提条件:同じ締結でも、周囲温度、盤内の通風、導体の配置(密集・重なり)、短絡時の電磁力、熱サイクル(昼夜・負荷変動)で、接触圧は変動します。さらに、周波数が高い・大電流で導体が厚い場合は、表皮効果や近接効果で電流分布が偏り、局所温度上昇の見え方が変わります(数値は条件依存)。
現場適用:熱の「起点」は接続部に出る
母線の計算は断面で成立していても、接続部は「穴加工」「重ね部」「ワッシャ」などで電流が回り込み、局所に損失が集中します。特に締付不足や表面汚れがあると、接続部だけ異常に熱くなるケースが典型です。
現場適用:測るなら「温度」と「抵抗」を分ける
温度は放熱条件に左右されるため、比較するなら同条件で。抵抗は微小で測定法が難しいので、実務では温度・外観・締付管理・試験(通電)を組み合わせて評価します。
NOTE:数値の扱い(目安・条件依存)
接触抵抗は表面状態と圧力で大きく変動し、単純な「固定値」で置くと誤差が増えます。したがって本稿の数値は目安として扱い、許容温度上昇と放熱条件(盤内温度・風・隣接導体)を前提に判断します。
判断基準:接続方式を選ぶときは、(1) 接触抵抗が変動しにくい構造か、(2) 施工品質を管理できるか、(3) 事故時(短絡・過負荷)に破綻しにくいか、(4) 将来の保守・改造に耐えるか、で分解して考えるとブレません。
| 評価軸 | 見るべき指標(例) | 変動要因(代表) | 現場での確認 |
|---|---|---|---|
| 導通損失 | I²R(目安) | 接触圧、酸化膜、重ね面 | 接続部温度の偏り |
| 温度上昇 | 接続部ΔT(条件依存) | 冷却、隣接導体、盤内風 | サーモ・点検窓 |
| 耐振動・耐熱サイクル | 締結保持、クラック | 振動、熱膨張差 | 緩み痕・変色 |
| 保守性 | 分解可否、再締結 | アクセス、部品規格 | 増し締め手順 |
接続方式を決める前の「評価軸」整理(同内容:スマホ用)
接続方式の「傾向」比較(相対:条件依存の目安)
電流I ──→ 接続部(実接触点) │ ├─ 接触圧↑ → 実接触面積↑ → 接触抵抗Rc↓ │ ├─ 酸化膜/汚れ → Rc↑ │ └─ 発熱 P=I^2(Rm+Rc) → 局所温度↑ → 劣化加速 → Rcさらに↑
接続部は「I²Rの起点」になりやすいので、接触抵抗と放熱の前提を分けて設計します。
ボルト締結:最も一般的な方式の設計ポイント
- 狙いは「接触圧を安定させ、酸化膜の影響を減らす」
- 穴加工による断面欠損と電流分布の乱れを見込む
- 熱サイクル・振動での緩みを、構造と管理で潰す
- 点検・増し締めのアクセス性を設計要件に入れる
原理:ボルト締結は、ナット・ボルトにより接触面を押し付けて実接触面積を増やし、接触抵抗を下げる方式です。接触圧が十分であれば、微小な酸化膜や凹凸の影響を相対的に抑えられます。ただし接触圧は、締付トルク、座面の摩擦、ワッシャの構成、熱膨張、振動で変動します。
前提条件:数値(トルクやボルト本数)は、ボルト材質・ねじ部の状態・座面処理・温度範囲で変わるため、固定値の断定は避けます。特に大電流では、接続部で局所発熱が出ると熱膨張で応力状態が変化し、接触圧が下がる方向に働く場合があります(条件依存)。
TIP:ボルト締結で効きやすい「3つの効きどころ」
- 重ね面の平滑・清浄(油分・酸化の除去)
- 座面の当たり(ワッシャ構成・座ぐり)
- 熱サイクルを見た締結保持(緩み対策)
現場適用:盤内の母線や分岐では、ボルト締結が最も採用されます。理由は、(1) 現場で組める、(2) 分解できる、(3) 追加・改造に強い、の3点です。一方で、穴加工による断面欠損と、電流の回り込みによる局所損失を避けにくいので、重ね長さ、ボルトピッチ、端面距離などの「形状の設計」が重要になります。
WARN:緩み=抵抗増=発熱の連鎖(最大2回まで)
緩みは「いきなり断線」より、接触抵抗の増加→局所発熱→変色・焼損という形で現れやすい傾向があります。振動がある設備や、負荷変動が大きい設備では、締付管理と緩み対策を必須要件として扱います。
判断基準:ボルト締結は「管理できるなら強い」方式です。判断は、(1) 増し締めの手順が運用に乗るか、(2) 点検窓や工具スペースが確保できるか、(3) 短絡時の電磁力でズレない機械強度があるか、で決めます。
| 設計項目 | 狙い | 目安(条件依存) | 現場の確認 |
|---|---|---|---|
| 重ね長さ | 電流回り込みと局所抵抗を抑える | 板厚の数倍〜(構造・電流で調整) | 加工公差の管理 |
| ボルト本数・配置 | 接触圧の均一化 | 長手方向にバランス配置 | 座面の当たり |
| ワッシャ構成 | 座面保護・保持力 | 平+保持系(運用方針で) | 緩み痕の有無 |
| 表面処理 | 酸化膜の影響低減 | 清浄化+必要に応じ導電グリース | 変色・汚れ点検 |
ボルト締結の設計チェック(同内容:スマホ用)
ボルト締結は「点検できる設計」にした瞬間、保守性で強い武器になります。
溶接:一体化で損失を抑えるが、品質条件が厳しい
- 狙いは「接続部を導体として一体化し、接触抵抗を実質ゼロに近づける」
- 銅は熱が逃げやすく、溶接条件が難しい(前処理が重要)
- 歪み・残留応力・欠陥は、信頼性を一気に落とす
- 分解不可=将来改造・補修の方針とセットで決める
原理:溶接は接合部を溶融(または固相接合)させ、金属的に連続した導体にします。接触界面が消えるため、ボルト締結に特有の「接触面の不確かさ」が減り、導通損失や局所発熱を抑えやすい傾向です(ただし実際は施工品質に依存)。
前提条件:銅は熱伝導が大きく、熱が逃げて溶融池が安定しにくい・酸化膜が影響しやすい等の理由で、溶接条件がシビアになりがちです。設備・技能・前処理(清浄化)・検査(外観だけでなく必要に応じ非破壊)を含めて「工程として管理できる」ことが前提になります。
NOTE:溶接は「設計」より「工程能力」で決まる
理屈としては強くても、工程能力が低いと欠陥(未溶融・ブローホール等)が支配的になります。溶接が適するのは、工場内で条件を固定し、同一形状を繰り返す用途が中心です。
現場適用:主母線を工場で一体化し、盤間接続や分岐はボルトで逃がす、という「ハイブリッド」が実務では扱いやすい構成です。溶接だけで全てを固定すると、将来の拡張・交換が難しくなります。一方で、短絡時の電磁力で接合部が動くリスクを抑えたい箇所では、溶接一体化が有効な場合があります(条件依存)。
現場適用:溶接が向く場所
- 高電流で局所発熱を極小化したい母線
- 振動があり、緩み要因を排除したい箇所
- 工場で工程を固定できる反復生産
現場適用:溶接が向かない場所
- 将来の改造・分解が前提の箇所
- 現場施工で安全・換気・火気が制約になる箇所
- 溶接品質の検査が成立しない場合
判断基準:「導通損失最優先」かつ「工程管理ができる」なら溶接は強い選択肢です。逆に、工程管理ができないなら、理屈より欠陥リスクが支配します。施工品質を数で担保できるか(手順、治具、検査、記録)を判断基準に置くと迷いません。
溶接は「一体化」より先に、工程能力が成立するかを確認します。
圧着端子:ケーブル接続の要、工具と管理が命
- 狙いは「塑性変形で密着させ、酸化膜の影響を減らす」
- 端子・ダイス・工具の適合が合否を決める
- 非分解になりやすいので、交換設計(予備長等)を考える
- 通電・引張・外観の管理で再現性を上げる
原理:圧着は、端子を工具で塑性変形させ、導体に密着させることで実接触面積を増やし、接触抵抗を下げます。正しく圧着されれば、界面の不確かさが小さく、ボルト締結に比べて「緩み」という概念が出にくい傾向です(ただし施工ミスがあると逆に弱い)。
前提条件:圧着の性能は、端子仕様・導体断面・圧着形状・ダイス・工具の校正・作業者の手順で決まります。つまり、設計で決まるというより「現場の管理で決まる」側面があります。大電流用では油圧工具などが必要になり、工具の管理(摩耗・校正)が重要です。
TIP:圧着を強くする運用(現場で効く)
- 端子とダイスの組合せを固定し、作業票に落とす
- 圧着痕(刻印)・圧着位置を検査項目に入れる
- 必要に応じて「初物」やロット切替時に確認試験を入れる
現場適用:銅ブスバーとケーブルをつなぐ箇所では、圧着端子が実務上の標準です。盤内配線の取り回し、施工速度、作業者の再現性の点で合理的です。一方で、圧着部は基本的に非分解で、改造時は端子ごと更新になりがちなので、ケーブル余長や交換スペースを設計に含めます。
WARN:圧着は「工具不適合」が即不良になる(最大2回まで)
端子に対してダイスが不適合、工具が摩耗して圧力が不足、圧着位置がズレる——この類は外観では見えにくい場合があります。圧着は「誰がやっても同じ」になり得る一方で、条件が崩れると一気に信頼性が落ちるため、施工品質の管理を必須とします。
判断基準:圧着は「工具・端子・手順を固定できる」場合に強い選択肢です。逆に、現場が多拠点で工具管理が難しい、手順が統一できない場合は、検査・試験の組み込みを前提に採否を判断します。
圧着は、工具適合と作業手順の固定ができた瞬間に「再現性の高い接続」になります。
方式比較と選定フロー:どこで何を優先するか
- 比較は「導通」「温度上昇」「施工」「保守」「品質管理」の5軸で分解する
- 数値は目安:前提(冷却・配置・短絡条件)を揃える
- 「母線同士」なのか「母線—ケーブル」なのかで最適解が変わる
- 最終判断は、表(マトリクス)+フローで可視化する
原理:方式比較は「理屈としての優劣」と「工程としての優劣」を分けると、議論が整理されます。理屈の面では溶接が損失を抑えやすい傾向、工程の面ではボルトや圧着が管理しやすい傾向があります。どちらを優先すべきかは、装置の責務(停止損失、保守体制、短絡リスク)で決まります。
前提条件:比較表は一般化した傾向です。たとえばボルト締結でも、重ね面の仕上げ・締付管理・表面処理を丁寧に行えば発熱は小さくできますし、溶接でも欠陥があれば逆に弱くなります。条件依存である点を前提に、意思決定の材料として使います。
現場適用:実務では「主母線は工場溶接」「盤内の組立・据付はボルト」「ケーブル接続は圧着」という混在が多く、方式を一つに統一する必要はありません。むしろ、用途別に最適を割り当てる方が全体最適になりやすいです。
NOTE:比較表の読み方(メリデメ両記載)
「良い/悪い」ではなく、「何を犠牲にして何を得るか」を読みます。特に保守性と施工品質は、設備の運用体制(点検できるか、技能者がいるか)で評価が反転します。
判断基準(比較表):
| 項目 | ボルト締結 | 溶接 | 圧着端子 |
|---|---|---|---|
| 導通損失(傾向) | 中:接触抵抗が支配しやすい | 小:導体連続(施工品質に依存) | 小:密着で低抵抗(工具条件に依存) |
| 温度上昇(傾向) | 中:局所発熱が出やすい | 小:均熱に寄る | 小:圧着品質が良ければ小 |
| 施工性 | 現場可(穴加工・締付が必要) | 設備・安全管理が必要 | 工具があれば速い(条件固定が要) |
| 保守・改造 | 分解・交換が容易 | 分解困難(切断が必要になりがち) | 端子交換(非分解) |
| 品質の再現性 | 管理次第(締付と表面) | 工程能力次第(検査が鍵) | 手順固定で高い(工具管理が鍵) |
接続方式の比較(同内容:スマホ用)
判断基準(数値例):以下は「接触抵抗が熱になる」感覚を掴むための目安です。実際の抵抗値は表面状態・圧力・経年で変動し、放熱条件も支配するため条件依存である点に注意してください。
NOTE:I²Rの目安計算(条件依存)
例えば接続部の追加抵抗が50 µΩ(目安)だとして、電流が2000 A(目安)流れると、発熱は P = I²R = 2000² × 50×10⁻⁶ ≒ 200 W(目安)になります。放熱が悪い位置(密集・無風・断熱)では、この「数百W級」の局所発熱が温度上昇の起点になり得ます。逆に、抵抗が10 µΩ(目安)なら同条件で約40 W(目安)で、温度上昇は大きく変わります。
判断基準(選定フロー):以下のように「条件で枝分かれ」させると、議論が短くなります。
| 問い | YESなら | NOなら | 補足 |
|---|---|---|---|
| 分解・改造が前提か? | ボルト優先 | 溶接/圧着も候補 | 保守体制が判断軸 |
| 工場で工程管理できるか? | 溶接の適性が上がる | ボルト/圧着で管理 | 施工品質が鍵 |
| ケーブル接続が主か? | 圧着端子が主戦場 | 母線同士の方式検討へ | 端子・工具の固定 |
| 短絡電磁力が厳しいか? | 固定強度を最優先(構造・支持) | 保守性を優先しやすい | 条件依存、全体設計で |
選定フローの要点(同内容:スマホ用)
方式選定は「導通」だけでなく、施工品質と保守体制まで含めて最適化します。
不具合モードと点検:増し締め・検査・表面処理
- 不具合は「抵抗増→発熱→劣化加速」のループで進む
- 点検は温度・外観・締結・記録をセットで回す
- 表面状態(酸化膜・汚れ)を、工程で潰す
- “設計で点検できる”ように、アクセス性を確保する
原理:接続部の不具合は、(1) 接触抵抗の増加、(2) I²R発熱、(3) 温度上昇で材料・表面が劣化、(4) さらに抵抗が増える、という正のフィードバックで進行します。初期は微小でも、大電流では顕在化が早まることがあります(条件依存)。
前提条件:点検頻度や項目は、設備の重要度、負荷率、環境(粉塵・腐食性ガス・結露)、振動の有無で変わります。また、規格要求がある場合は、一般に「温度上昇」「接続の信頼性」「保護接地の確実性」などが問題になりやすいため、条文の丸写しではなく、要求意図(安全と信頼性)を満たす形で工程を作ります。
TIP:点検で効く「早期兆候」
- 接続部周辺の変色・焼け・絶縁材の劣化
- 同一負荷なのに、その箇所だけ温度が高い
- 締結部の座面の粉(摩耗粉)や緩み痕
現場適用:ボルト締結なら増し締め・部品交換が可能なので、点検運用が成立すれば強い。溶接は点検よりも工程内保証(検査)を重視する方が合理的。圧着は工具管理と抜取試験で再現性を上げる方が合理的です。方式ごとに「どこで品質を作るか」が異なります。
NOTE:表面処理と導電グリースの扱い
導電グリースや表面処理は、酸化膜の影響や腐食環境のリスクを下げる方向に働くことがあります。一方で、塗布量や異物混入、長期経年の状態など、運用条件に依存するため「万能薬」とは言えません。採用する場合は、手順(清浄→塗布→締結→検査)を固定し、記録と点検で管理します。
判断基準:不具合モードを「緩み」「欠陥」「工具不適合」「腐食環境」のどれが支配的かで、対策が変わります。支配要因が緩みならボルトの構造・締付管理、欠陥なら溶接の工程能力、工具不適合なら圧着の設備管理、腐食なら表面処理と環境対策が中心になります。
接続部の信頼性は、点検できる設計と工程管理の組合せで決まります。
ボルト締結は「トルクを上げれば上げるほど良い」ですか?
一概には言えません。狙いは接触圧を確保することですが、過大トルクはねじ部や座面の損傷、変形、応力の偏りを招き、長期の保持力が落ちることがあります(条件依存)。前提として、ボルト材質・座面状態・温度範囲に合った管理値を設定し、再現性(工具・手順)を確保するのが現実的です。判断基準は「温度偏りが出ていない」「緩み兆候がない」「締結が安定している」です。
溶接は導通が良いなら、全て溶接にすべきですか?
導通の理屈だけなら有利な場面がありますが、前提条件として工程管理(前処理、条件固定、検査)が成立する必要があります。また、分解・改造が難しくなるため、現場適用では「固定したい母線は溶接」「据付や分岐はボルトや圧着」のように役割分担することが多いです。判断基準は「工程能力を数で担保できるか」と「将来の保守方針」です。
圧着端子の不良は外観で分かりますか?
外観で分かる不良もありますが、全ては分かりません。前提として、端子・ダイス・工具の適合と工具の校正が必要です。現場適用では、圧着痕(刻印)・位置・導体挿入長の確認に加え、必要に応じて抜取の引張試験や通電試験で管理します。判断基準は「条件を固定して再現性を出す運用ができているか」です。
接続部が熱いのですが、何から疑うべきですか?
まずは「同条件比較」が前提です。隣接導体の影響や風の当たり方で温度は変わります。その上で、(1) 締結の緩み・座面の当たり、(2) 表面の汚れや酸化、(3) 接続形状(重ね不足・電流回り込み)、(4) 端子・工具条件(圧着)、(5) 欠陥(溶接)を順に疑います。判断基準は、温度の偏りが「局所」か「全体」かで切り分けることです。
銅ブスバーの接続方式は、単なる「締結方法の違い」ではなく、接続部で生じる接触抵抗の変動をどう抑え、どう管理するかの設計問題です。ボルト締結は保守性で強く、溶接は工程能力が成立すれば損失を抑えやすく、圧着端子は条件固定で再現性を出しやすい——それぞれの強みは、運用体制とセットで最大化されます。
最終的には「どこで品質を作るか(設計/工程/点検)」を明確にし、前提条件(冷却・配置・短絡条件・許容温度上昇)を揃えた上で、表とフローで意思決定を固定すると、設計レビューでもブレません。
まとめ(要点カード)